
一、不同光学膜产品不同涂布方式的选择
1、具有微结构光学膜产品的涂布方式
(1)棱镜膜又称增亮膜(BEF),涂布特点是棱镜膜涂布厚度为:基材:PET薄膜 38~250μm,涂布方式为辊涂,最好选用三辊涂布。
(2)扩散膜(包括上扩散和下扩散膜),扩散膜涂布厚度通常在10~20um ,技术规范给出的厚度误差为±5%,减去基材厚度误差的1%后,还剩下4%,厚度误差小(<2um),一般采用刮刀辊涂布,涂布厚度调节范围大,适应涂布厚度10~30um,涂料粘度20~100s的各类胶水的涂布。计量辊涂布有线辊和网纹辊涂布,适应涂布厚度在10um左右,粘度低于20s的各类胶水的涂布。最好选用计量辊涂布和狭缝涂布方式。
2、做平面涂布的光学膜产品的涂布方式
(1)硬化膜类:LCD抗反射膜AR,LR(抗炫AG),IMD手机外壳表面抗刮和耐磨层。涂布特点:涂布量小,均匀。硬涂层的厚度在0.5-50μm之间的厚度是正常的,在1-20μm和2-10μm之间是比较合适的,但最好是在3到7μm之间。涂布可选用:微凹版、狭缝涂布、逗号刮刀等,最好的涂布方式是为了对胶水的适应性广,同时配备两种涂布头,选用微凹版和狭缝涂布。
二、硬化膜(抗刮膜)高精密涂布机技术介绍
应用于IMD抗刮膜的特点:具备较好耐刮性,硬度要求高,若以铅笔硬度表示,一般光学膜为3H,强化型光学膜要求达到4H~5H硬度。
涂布机设计工艺流程按照:
(一)双工位PET光学膜基材放卷→自动换卷裁切→表面电晕处理→纠偏→牵引及张力分隔→微凹版涂布头(涂胶量小,粘度低时使用)→狭缝涂布头(涂胶量大及粘度高时使用)→真空吸附辊牵引→21M热风干燥→UV固化→纠偏→与保护膜复合→喷码→收卷 保护膜放卷→纠偏→
(二)在硬化层涂布完成后再在背面涂布硅胶→与离型膜复合
1、微凹版涂布技术 Micro Roller System
微凹版涂布技术适用于溶剂型中低粘度涂布液。
粘度范围: 10 ~800 cps
涂布量: 5 ~80 g/m²
涂布厚度1~40um 湿涂厚度, 偶尔也可以涂到0.5~80um
涂布基材:PET 1.6~350 um.
线速度: 5 ~ 40 mpm
微凹版涂布可以为使用者提供多种调整方式。两支导辊的位置决定了微凹版与基材之间的接触角度,包角的大小和线接触可调。
微凹版涂布法和传统凹版涂布比较:
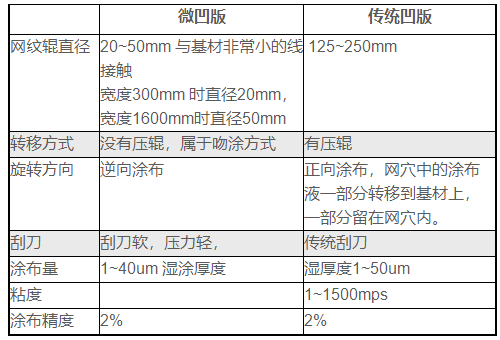
微凹版涂布方式是为了满足均匀平整的小涂布量要求而发展起来的新技术,它简单可靠,并且可重复。
凹版辊表面雕刻有图案或槽穴,凹版辊两端安装高精密轴承,辊面部分浸在供料槽里,一端通过弹性联轴节与伺服电机联结,电机带动凹版辊旋转从液槽中带起涂料,经过一个柔性钢刮刀定量后,凹版辊图案台阶上的物料被刮拭干净,凹槽中保留一定体积的涂布液,当带有定量涂布液的辊面与反向运动基材接触后,涂布液在接触处形成润湿线,涂布液在表面张力作用下润湿基材,凹槽中的涂布液由于粘性拉拽力被取出、进而转移到基材表面后润湿、铺展,实现均匀薄层涂布。
标准凹版(网纹辊)涂布可分为正涂和逆涂,但都必须使用直径约与网纹辊大致相同的橡胶压辊。涂布基材从网纹辊和压辊之间通过。经常遇到起皱和断开的问题,另外压辊接触面还会带来一些机械的、液压的和压力方面问题,影响涂布质量。
小直径使微凹版与基材之间的接触区域也变得很小。不同的直径明显会形成不同的包角。通常情况,比较大的接触面所带来的涂布问题远远大于接触面小的。
传统的凹版涂布,在基材进涂布点和出涂布点上存在涂布液堆积,这些滴液会造成涂布循环紊乱。传统网纹辊直径越大干扰滴液也越大,对涂布造成的不良影响越大。加上压辊,压辊可能出现倾斜,或者其他机械问题,涂布质量就更难以保证。
微凹版由于没有压辊就基本消除了因压辊造成的不良影响,干扰滴液的问题也因为辊的直径小而基本消除,入点和出点上的滴液量很少很稳定。
弹性流体动力接触系统
当物理系统同时牵涉到流体流动造成的流体摩擦力与可变形固体所产生的弹性应力。并且此变形固体成为流体流动的边界,这种相互作用的系统称之为弹性流体动力接触系统 (elastohydrodynamic systems, EHD)。
微凹版涂布方式中基材相当于可变形固体,涂布液则是其中的流体。微凹版涂布方式能够实现高度均匀性的薄层涂布就是由于微凹版涂布方式应用了弹性流体动力接触系统,其涂布间隙不再受背辊加工精度影响,涂布间隙主要由基材张力决定,间隙可以随基材表面的改变而变化,实现轮廓型涂布。
常用概念包括:
(1)润湿线、(2)包角、(3)上游分界线(upstream)和下游分界线(downstream)、(4)速度比s、(5)转移率。
微凹版涂布弯月面
厚度公式
N. Kapur等在凹版涂布工艺研究中发现在其他条件不变的情况下:
H=1.34R(μv/σ)2/3
其中:H—涂层湿厚;R—涂珠弯月面半径;μ—粘度;v—流体速度;(σ)表面张力。Blok 与van Rossum(1953)将薄膜以180°包覆一滚轮且使用油作润滑剂,膜与滚轮之间的间隙为H=0.43R(6μv/N)2/3。
其中:R—滚轮半径;N—薄膜张力;μ—粘度;v—滚轮转速(线速度)。这个公式虽然没有直接提供液膜厚度,但是H作为薄膜与滚轮之间的间隙是涂层厚度的重要影响要素,我们通过这一试验验证涂布张力是涂膜厚度的重要影响因素。综合以上2个公式来看我们不难得出以下结论:h∝R(μv/σN)2/3
其中:h—涂层湿厚度;R—凹版辊半径;N—薄膜张力;μ—粘度;v—滚轮转速(线速度);σ—涂布液表面张力。这个公式全面概括了微凹版涂布厚度的影响因素,以及各因素对厚度的影响关系,对试验、生产具有指导意义。
微凹版涂布工艺
微凹版涂布技术在国外已经是比较成熟的涂布技术,其操作控制基本采用自动化电气控制,一般的控制过程包括:刮刀进、退,刮刀压下、抬起,悬臂压下、抬起,kiss辊压下、抬起,涂布辊速(或速度比s)调解。涂布头上的手动机械调节部分包括:刮刀角度、压力,包角大小调整,这些机械调整一旦确定后一般不会改变,只有在涂层出现表观弊病时才会做微量调整。另外,拖动控制部分与其他方式的控制基本相同,只是提出的控制精度会更高些,这与产品的性能要求相关,一般微凹版涂布的产品均匀性要求都很高。
涂层厚度控制
微凹版涂布不属于精确预定量涂布,有别于坡流、落帘和条缝,其涂布量要根据物料和涂布工艺条件来确定。
首先,微凹版涂布的涂布量主要由凹版辊的网孔容积决定。凹版辊自身对涂布液转移率的影响要素有:网纹辊线数、开口与网墙比、网穴形状、网穴深度、网穴表面光洁度、网线角度,这些都直接跟凹版辊制作有关。
物料从孔穴里取出率与车速与凹版辊线、速度的比率S的关系。
涂布液从网孔里取出百分数与比率S关系
可以看出在S比例一定的情况下(1~1.5之间),适当增加包角也可以增加涂层厚度,但这种调整都是微量的,并且包角过大易产生涡流,从而捕获空气或粒子造成拉丝弊病。
涂层厚度与比率S关系
h∝R(μv/σN)2/3这个公式全面概括了微凹版涂布厚度的影响因素,以及各因素对厚度的影响关系,其他条件一定,涂层厚度与粘度成正比,与表面张力成反比。式中的μv/σ恰好是毛细准数的度量,因此随毛细准数增长与涂层厚度增加。式中的涂布张力N的增加则会减小涂布间隙,最终减薄涂层,因此在实际生产与试验过程中要不断摸索每根涂布辊针对不同特性物料与涂布工艺参数的涂层厚度,积累经验,以便在较短的时间内选择满足厚度要求的凹版辊。
微凹涂布法中的涂布条件,整个凹版辊表面的网线数在50到800线每英寸都是可以的,在100到300线每英寸就很合适。网线的雕刻深度在1到600μm都是可以的,在5到200μm之间更合适。微凹版辊的旋转速度在3到800转每分之间都是可以的,在5到200转每分之间最好。基材的传输速度在0.5到100米每分钟之间都是可以的,在1到50米每分钟之间最好。更多涂布机信息请访问:http://www.tcfumoji.com/
